Двухцветная пленка для курьерских пакетов с разными внутренними и внешними слоями становится все более популярной в индустрии логистической упаковки. Внешний слой часто имеет броские цвета для идентификации бренда или в качестве предупреждения, в то время как внутренний слой использует нейтральные цвета (например, черный или серый), чтобы скрыть содержимое и снизить затраты за счет использования переработанных материалов. Многие производители задаются вопросом о конкретном процессе производства — осуществляется ли он путем постпечати? Или же он формируется на этапе выдувания пленки? На самом деле, в основе производства этого типа пленки лежит многослойная технология соэкструзии, которая обеспечивает разделение цветов внутреннего и внешнего слоев за один этап в процессе формования пленки. В этом руководстве подробно описан весь производственный процесс от принципа до практики, с учетом практического опыта и отраслевых стандартов.

Курьерская сумка
Основной принцип: многослойная соэкструзия обеспечивает разделение цветов.
Основное различие между двухцветной пленкой для курьерских пакетов и одноцветной пленкой заключается в «послойном формовании» материалов. Традиционная одноцветная пленка производится путем плавления и экструзии одного типа пластикового материала, смешанного с цветной мастербатч-смесью, через один экструдер. В отличие от этого, двухцветная пленка с различными внутренними и внешними слоями изготавливается с использованием двух- или трехслойного оборудования для соэкструзионной выдувной формовки. Два комплекта независимых экструдеров подают расплавы пластика с различными цветовыми формулами в специальную соэкструзионную головку. Головка точно распределяет расплавы по внутреннему и внешнему слоям, которые затем выдуваются, охлаждаются и формуются, образуя цельную пленку с различными внутренними и внешними цветами. Этот одноэтапный процесс формования позволяет избежать проблем с растеканием цвета и плохой адгезией, возникающих после печати, а также значительно повышает эффективность производства.

Сумка для электронной коммерции
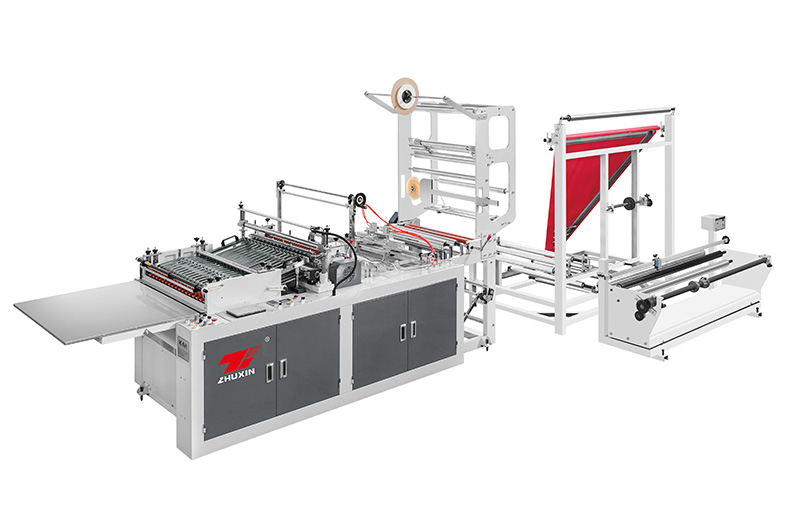
Выбор основного оборудования: основа стабильного производства.
Выбор оборудования для соэкструзии напрямую определяет качество двухцветной пленки (например, однородность цвета, адгезию слоев и постоянство толщины). Для большинства производителей курьерских пакетов наиболее экономически выгодным вариантом является двухслойная соэкструзионная машина AB для выдувной пленки. Этот тип машины оснащен двумя независимыми экструдерами (обозначаемыми как экструдеры A и B), соэкструзионной головкой, системой охлаждения, системой натяжения и системой намотки. Экструдер A обычно используется для производства внешнего слоя (требующего лучшей гладкости поверхности и стабильности цвета), а экструдер B — для внутреннего слоя (позволяющего добавлять переработанные материалы для снижения затрат). Производительность основных моделей составляет 45-55 кг/ч, а ширина пленки может регулироваться в диапазоне 650-1800 мм в зависимости от потребностей, что полностью соответствует производству стандартных курьерских пакетов.
Основные требования к компонентам: Основной компонент для разделения слоев — соэкструзионная головка. Рекомендуется использовать головку с винтовым сердечником, которая обеспечивает равномерное распределение расплава внутреннего и внешнего слоев и предотвращает смешивание цветов на границе слоев. Точность регулировки зазора между кромками головки должна достигать 1 мкм для точного контроля толщины каждого слоя. Материал шнека экструдера должен быть высококачественной легированной сталью (например, SACM-645), обработанной азотированием для обеспечения коррозионной стойкости и износостойкости. Соотношение длины и диаметра (L/D) составляет 28/1 или 30/1, что обеспечивает достаточную пластификацию материала и стабильный выход расплава. Для внутреннего слоя, содержащего переработанные материалы, предпочтительнее использовать экструдер с большей производительностью смешивания. Система охлаждения использует двухкольцевую конструкцию (внутреннее + внешнее). Внешнее кольцо обеспечивает равномерное охлаждение поверхности внешнего слоя, а внутреннее охлаждение (опционально) повышает эффективность охлаждения и уменьшает отклонение толщины пленки. Высота «линии замерзания» (положение, где пленка переходит из прозрачного состояния в непрозрачное) должна контролироваться на уровне 30-50 см над печатающей головкой для обеспечения стабильного формирования пленки. Автоматическая система намотки оснащена моментным двигателем для поддержания постоянного натяжения при намотке, предотвращая образование складок или смещение слоев пленки, вызванные неравномерным натяжением.

Сумка для покупок с доставкой от Amazon
Выбор сырья и разработка рецептуры: баланс между стоимостью и производительностью.
Пленки для курьерских пакетов в основном изготавливаются из полиэтилена (ПЭ), выбор которого определяется исходя из требований к характеристикам внутреннего и внешнего слоев. При разработке рецептуры следует уделять внимание стабильности цвета, совместимости материалов и контролю затрат. Для внешнего слоя (поверхностного слоя) приоритет отдается первичному линейному полиэтилену низкой плотности (ЛПНП) или полиэтилену низкой плотности (ПНП). ЛПНП обладает отличной устойчивостью к разрыву и ударам, что повышает долговечность курьерского пакета; ПНП имеет хорошую гладкость поверхности, что благоприятно для последующей печати (при необходимости). Для обеспечения ровности поверхности и яркости цвета не добавляются переработанные материалы, а индекс плавления (ИП) контролируется на уровне 1,5-2,5 г/10 мин в соответствии с процессом экструзии. Для внутреннего слоя может использоваться смесь ЛПНП и определенной доли переработанного ПЭ (частицы переработанной пленки для курьерских пакетов). Доля добавленных переработанных материалов может достигать 30–50% при условии обеспечения высоких эксплуатационных характеристик, уделяя особое внимание прочности и герметичности, чтобы предотвратить разрыв пакетов во время транспортировки. Индекс плавления должен быть как можно ближе к индексу плавления внешнего слоя (разница ≤10%) для обеспечения совместимости при соэкструзии.
Цветная мастербатч-смесь является ключом к достижению цветового различия между внутренним и внешним слоями. Выбор и соотношение компонентов цветной мастербатч-смеси напрямую влияют на однородность и стабильность цвета. При выборе цветной мастербатч-смеси следует отдавать предпочтение совместимой с полиэтиленом (например, цветной мастербатч-смеси на полиэтиленовой основе), чтобы избежать плохой совместимости, приводящей к дефектам поверхности пленки. Цветная мастербатч-смесь для внешнего слоя должна обладать высокой светостойкостью (уровень ≥6), чтобы предотвратить выцветание после длительного хранения; цветная мастербатч-смесь для внутреннего слоя (обычно черного или серого цвета) должна обладать высокой укрывающей способностью, чтобы покрыть содержимое. Доля добавления цветной мастербатч-смеси обычно составляет 2–5% от общей массы материала. Для внешнего слоя из первичного материала достаточно 2–3% для достижения однородного цвета; для внутреннего слоя из переработанных материалов долю необходимо увеличить до 3–5%, чтобы покрыть цвет переработанных материалов. Следует отметить, что соотношение компонентов должно строго контролироваться — избыточное добавление снизит прочность пленки, а недостаточное добавление приведет к неравномерности цвета. Для смешивания пластиковых частиц и красящей мастербатчи используйте профессиональный миксер в течение 10-15 минут. Для материалов с высокой влажностью (например, переработанных материалов, хранящихся на открытом воздухе) необходима предварительная сушка (температура 80-100℃, время 2-3 часа), чтобы избежать образования пузырьков на поверхности пленки из-за испарения влаги во время экструзии.

Сумка DHL
Полный производственный процесс: пошаговое руководство по эксплуатации.
Производство двухцветной пленки для курьерских пакетов осуществляется в соответствии с процессом «предварительная обработка сырья → соэкструзионная плавка → компаундирование в фильере → выдувное охлаждение → растяжение → намотка и резка». Сначала проводится предварительная обработка сырья: проверяется качество сырья и цветной мастербатча, наличие примесей пластиковых частиц (для удаления металлических примесей используется магнитный сепаратор) и агломерация цветного мастербатча (при наличии агломерации производится ручное измельчение). Затем, согласно рецептуре, взвешиваются исходный материал внешнего слоя + соответствующий цветной мастербатч и смешанный материал внутреннего слоя + цветной мастербатч, помещаются в смеситель для равномерного смешивания и транспортируются в бункеры двух экструдеров через автоматический питатель.
Далее, соэкструзионная плавка: установите температурные параметры двух экструдеров в соответствии с типом материала. В качестве примера возьмем LLDPE: температура в подающей секции составляет 160-170℃, в секции сжатия — 180-190℃, а в секции гомогенизации — 190-200℃. Температуру в двух экструдерах следует поддерживать постоянной, чтобы избежать неравномерной пластификации, вызванной разницей температур. Запустите экструдеры, шнек вращается, подавая, сжимая и плавя материал в однородный расплав, который затем транспортируется в соэкструзионную головку с помощью насоса для расплава (колебания потока насоса для расплава должны составлять ≤0,5% для обеспечения стабильной производительности).
Затем происходит компаундирование и выдувное формование в экструзионной головке: в экструзионной головке расплавы внутреннего и внешнего слоев распределяются по каналу в два концентрических кольцевых потока и сливаются на кромке головки, образуя двухслойную композитную пленку из расплава. Температура экструзионной головки поддерживается на уровне 200-210℃ для обеспечения хорошего сплавления двух слоев. Затем воздушный компрессор подает воздух в пленочный пузырь через центр экструзионной головки, выдувая пленку из расплава в цилиндрическую трубку (коэффициент выдувания контролируется на уровне 2,5-3,5, что влияет на поперечную прочность пленки). Следует отметить, что давление воздуха должно быть стабильным, чтобы избежать отклонения толщины пленки, вызванного вибрацией трубки.
Охлаждение и формование: высокотемпературная пузырьковая трубка сначала охлаждается внешним воздушным кольцом — равномерная холодная воздушная завеса, образуемая воздушным кольцом, быстро охлаждает внешний слой пузырьковой трубки, вызывая его первоначальное затвердевание. Если позволяют условия, можно включить внутреннюю систему охлаждения (IBC) для подачи холодного воздуха в пузырьковую трубку, что может повысить эффективность охлаждения на 30–50% и уменьшить отклонение толщины пленки. Высота линии замерзания должна оставаться стабильной: слишком высокая приведет к плохой гладкости поверхности пленки, а слишком низкая — к снижению ее прочности.
Наконец, происходит растяжение и намотка: охлажденная и сформированная пузырчатая трубка сплющивается тяговым роликом и растягивается в продольном направлении под его действием (скорость растяжения подбирается в соответствии со скоростью экструзии, чтобы обеспечить требуемую толщину пленки: толщина пленки для курьерских пакетов обычно составляет 10-100 мкм). Затем намоточная машина наматывает сплющенную пленку в рулон под постоянным натяжением. В процессе намотки необходимо регулярно проверять поверхность пленки на наличие неравномерности цвета, расслоения слоев или пузырьков. Готовый рулон пленки затем разрезается на требуемую ширину в соответствии с размером курьерского пакета для последующего процесса изготовления пакетов.

пакеты FedEx
Ключевой контроль производственных процессов и контроль качества.
При производстве двухцветной пленки наиболее распространенными проблемами являются смешивание цветов на внутреннем и внешнем слоях, неравномерность окраски и плохая адгезия слоев. Для предотвращения смешивания цветов на границе слоев необходимо обеспечить чистоту соэкструзионной головки (тщательно очистить канал подачи головки перед началом производства, чтобы избежать образования остатков материала, вызывающих смешивание цветов) и контролировать разницу вязкости расплава (разница индексов расплава между материалами внутреннего и внешнего слоев не должна превышать 10%, при слишком большой разнице следует корректировать температуру для обеспечения соответствия вязкости). Для обеспечения равномерного цвета необходимо стабилизировать соотношение смешивания (использовать автоматическую систему дозирования цветной мастер-смеси, чтобы избежать ошибок ручного взвешивания) и стабильно контролировать температуру экструзии (колебания температуры в каждой секции экструдера не должны превышать ±5℃, чрезмерные колебания приведут к разложению цветной мастер-смеси или неравномерному распределению). Для улучшения адгезии слоев необходимо обеспечить соответствующую температуру печатающей головки (слишком низкая температура приводит к плохому сплавлению, слишком высокая – к деградации материала) и избегать чрезмерного добавления переработанных материалов во внутренний слой (коэффициент добавления не должен превышать 50%).
Основные показатели качества: разница в цвете (внутренний и внешний цвета соответствуют образцу, отсутствие цветовых пятен, полос или смешения, проверено визуальным осмотром при естественном освещении); равномерность толщины (отклонение толщины ≤±2%, измерено толщиномером в 5 точках по ширине пленки); адгезия слоев (отсутствие расслоения слоев при растяжении на 100%, проверено ручным растяжением); механические свойства (предел прочности на разрыв ≥15 МПа, предел прочности на сжатие ≥80 кН/м, проверено в соответствии со стандартом GB/T 1040.3-2006).
Распространенные проблемы и решения: 1. Смешивание цветов во внутреннем и внешнем слоях: причины включают остаточный материал в канале подачи фильеры и чрезмерную разницу вязкости расплава; решения: остановка и очистка фильеры, регулировка температуры в соответствии с вязкостью расплава. 2. Неравномерное окрашивание поверхности пленки: причины: неравномерное смешивание красящей мастер-смеси и колебания температуры экструзии; решения: увеличение времени смешивания или использование автоматической системы дозирования, проверка системы контроля температуры экструдера. 3. Расслоение пленки: причины: слишком низкая температура фильеры и чрезмерное добавление переработанных материалов; решения: соответствующее повышение температуры фильеры и снижение доли добавления переработанных материалов. 4. Пузырьки на поверхности пленки: причины: влага и примеси в сырье; решения: предварительная сушка материалов и усиление процесса удаления примесей.
Заключение
Производство двухцветной пленки для курьерских пакетов с различными внутренними и внешними слоями в принципе несложно, но требует точного контроля оборудования, рецептур и процессов. Ключевым моментом является использование технологии двухслойной соэкструзии для одноэтапного формирования внутреннего и внешнего цветовых разделений. Для производителей выбор подходящего оборудования для соэкструзионной выдувной пленки, разработка рациональной формулы сырья (особенно подбор цветной мастербатчи) и строгий контроль температуры, давления и скорости на каждом этапе производства являются залогом стабильного качества продукции. С непрерывным развитием логистической отрасли спрос на персонализированные и функциональные пленки для курьерских пакетов будет продолжать расти. Освоение этой технологии производства поможет предприятиям повысить конкурентоспособность на рынке.
Если вам необходимы индивидуальные технические решения или рекомендации по выбору оборудования для производства двухцветной пленки для курьерских пакетов, вы можете связаться с компанией Zhuxin Machinery по электронной почте [email protected] или через WhatsApp по номеру +86-13706630761. Команда Zhuxin , обладающая многолетним опытом работы в отрасли, окажет вам профессиональную поддержку.

ABC CO-EX

AB CO-EX
RQL-600/1000