La película bicolor para bolsas de mensajería, con diferentes capas internas y externas, se ha vuelto cada vez más popular en la industria del embalaje logístico. Su capa exterior suele adoptar colores llamativos para la identificación de la marca o como advertencia, mientras que la capa interior utiliza colores neutros (como el negro o el gris) para ocultar el contenido y reducir costos al incorporar materiales reciclados. Muchos productores se preguntan sobre el proceso de producción específico: se logra mediante posimpresión? O se forma durante la etapa de soplado de la película? De hecho, la clave de la producción de este tipo de película reside en la tecnología de coextrusión multicapa, que logra la separación del color de las capas interna y externa en un solo paso durante el proceso de formación de la película. Esta guía detallará todo el proceso de producción, desde el principio hasta la práctica, combinando la experiencia in situ con los estándares de la industria.

Bolsa de mensajería
Principio básico: la coextrusión multicapa permite la separación del color
La diferencia fundamental entre la película bicolor para bolsas de mensajería y la película monocolor reside en el "moldeo por capas" de los materiales. La película monocolor tradicional se produce fundiendo y extruyendo un solo tipo de material plástico mezclado con masterbatch de color mediante una sola extrusora. En cambio, la película bicolor con diferentes capas internas y externas se basa en equipos de coextrusión por soplado de dos o tres capas. Dos conjuntos de extrusoras independientes transportan respectivamente las masas fundidas de plástico con diferentes fórmulas de color a un cabezal de coextrusión especial. Este cabezal distribuye con precisión las masas fundidas en estructuras de capas internas y externas, que posteriormente se soplan, enfrían y moldean para formar una película integrada con colores internos y externos diferenciados. Este proceso de conformado en un solo paso evita los problemas de corrimiento de color y mala adhesión causados por la posimpresión, y también mejora significativamente la eficiencia de producción.

Bolsa de comercio electrónico
Selección de equipos clave: la base de una producción estable
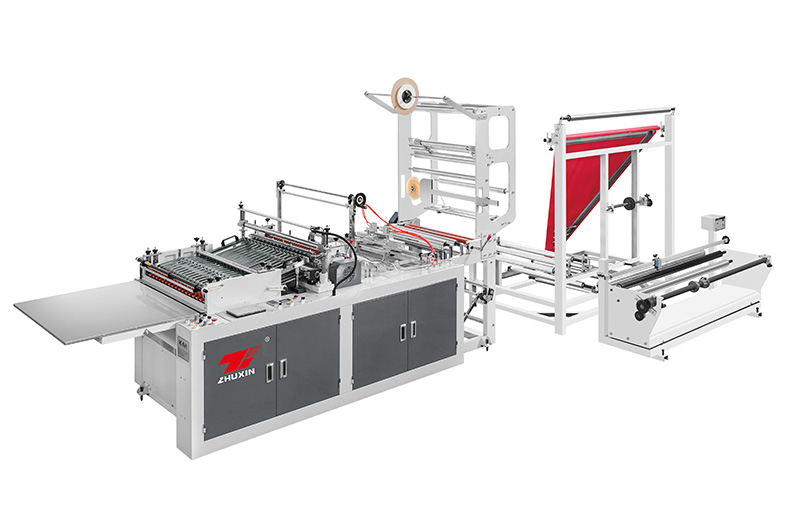
La selección del equipo de coextrusión determina directamente la calidad de la película bicolor (como la uniformidad del color, la adhesión de las capas y la consistencia del espesor). Para la mayoría de los fabricantes de bolsas de mensajería, la máquina de película soplada por coextrusión AB de dos capas es la opción más rentable. Este tipo de máquina está equipada con dos extrusoras independientes (extrusoras A y B), un cabezal de coextrusión, un sistema de refrigeración, un sistema de tracción y un sistema de bobinado. La extrusora A se utiliza generalmente para producir la capa exterior (que requiere una mayor suavidad superficial y estabilidad del color), y la extrusora B se utiliza para la capa interior (que permite la adición de materiales reciclados para reducir costos). La producción de los modelos convencionales es de 45-55 kg/h, y el ancho de la película se puede ajustar entre 650 y 1800 mm según las necesidades, lo que es totalmente compatible con la producción de las especificaciones comunes de las bolsas de mensajería.
Requisitos de componentes clave: El cabezal de coextrusión es el componente principal para la separación de capas. Se recomienda un cabezal de mandril espiral, que garantiza una distribución uniforme de la masa fundida de las capas interna y externa, evitando la mezcla de colores en la interfaz. La precisión del ajuste del espacio entre los labios del cabezal debe ser de 1 μm para controlar con precisión el espesor de cada capa. El tornillo del extrusor debe ser de acero aleado de alta calidad (como SACM-645) nitrurado para garantizar la resistencia a la corrosión y al desgaste. La relación longitud-diámetro (L/D) es de 28/1 o 30/1, lo que garantiza una plastificación suficiente del material y una salida de masa fundida estable. Para la capa interna que contiene materiales reciclados, se prefiere una extrusora con mayor capacidad de mezcla. El sistema de refrigeración utiliza una estructura de doble anillo de aire (interno y externo). El anillo de aire externo garantiza un enfriamiento uniforme de la superficie de la capa externa, mientras que el enfriamiento interno (opcional) mejora la eficiencia de refrigeración y reduce la desviación del espesor de la película. La altura de la "línea de escarcha" (la posición donde la película cambia de transparente a opaca) debe controlarse entre 30 y 50 cm por encima del cabezal de la matriz para garantizar una formación de película estable. El sistema de bobinado automático está equipado con un motor de par para mantener una tensión constante durante el bobinado, evitando arrugas en la película o desplazamientos de capas causados por una tensión desigual.

Bolsa de compras de Amazon Delivery
Selección de materia prima y diseño de fórmulas: equilibrio entre coste y rendimiento
Las películas para bolsas de mensajería se fabrican principalmente con polietileno (PE), que se selecciona según los requisitos de rendimiento de las capas interna y externa. El diseño de la fórmula debe priorizar la estabilidad del color, la compatibilidad de los materiales y el control de costos. Para la capa externa (capa superficial), se prioriza el polietileno lineal de baja densidad (LLDPE) o el polietileno de baja densidad (LDPE) virgen. El LLDPE presenta una excelente resistencia al desgarro y al impacto, lo que mejora la durabilidad de la bolsa de mensajería; el LDPE presenta una buena suavidad superficial, lo cual favorece la impresión posterior (si es necesario). No se añaden materiales reciclados para garantizar la planitud de la superficie y el brillo del color, y el índice de fusión (MI) se controla entre 1,5 y 2,5 g/10 min para adaptarse al proceso de extrusión. Para la capa interna, se puede utilizar una mezcla de LLDPE y una cierta proporción de PE reciclado (partículas de película para bolsas de mensajería recicladas). La proporción de materiales reciclados puede alcanzar el 30 %-50 % bajo la premisa de garantizar el rendimiento, priorizando la tenacidad y el sellado para evitar la rotura de la bolsa durante el transporte. El índice de fusión debe ser lo más cercano posible al de la capa exterior (diferencia ≤10%) para garantizar la compatibilidad durante la coextrusión.
El masterbatch de color es clave para lograr la diferencia de color entre las capas internas y externas. La selección y la proporción de mezcla del masterbatch de color afectan directamente la uniformidad y estabilidad del color. Para la selección del masterbatch de color, elija un masterbatch de color compatible con PE (como el masterbatch de color portador de polietileno) para evitar una mala compatibilidad que provoque defectos en la superficie de la película. El masterbatch de color de la capa externa debe tener una alta resistencia a la luz (nivel ≥6) para evitar la decoloración después de un almacenamiento prolongado; el masterbatch de color de la capa interna (generalmente negro o gris) debe tener un alto poder de ocultación para cubrir el contenido. La proporción de adición del masterbatch de color suele ser del 2% al 5% del peso total del material. Para la capa externa de material virgen, del 2% al 3% es suficiente para lograr un color uniforme; para la capa interna con materiales reciclados, la proporción debe aumentarse al 3% al 5% para cubrir el color de los materiales reciclados. Cabe señalar que la proporción de mezcla debe controlarse estrictamente: una adición excesiva reducirá la tenacidad de la película, mientras que una adición insuficiente provocará irregularidades en el color. Utilice una mezcladora profesional para mezclar las partículas de plástico y el masterbatch de color durante 10-15 minutos. Para materiales con alta humedad (como materiales reciclados almacenados al aire libre), se requiere un presecado (temperatura de 80-100 °C, tiempo de 2-3 horas) para evitar la formación de burbujas en la superficie de la película causadas por la vaporización de la humedad durante la extrusión.

Bolsa de DHL
Proceso de producción completo: Guía de funcionamiento paso a paso
La producción de película bicolor para bolsas de mensajería sigue el siguiente proceso: pretratamiento de la materia prima → fusión por coextrusión → composición del cabezal de matriz → enfriamiento por soplado → estiramiento por tracción → bobinado y corte. En primer lugar, el pretratamiento de la materia prima consiste en inspeccionar la materia prima y el masterbatch de color, comprobar si las partículas de plástico presentan impurezas (utilizar un separador magnético para eliminar las impurezas metálicas) y si el masterbatch de color presenta aglomeración (separarla manualmente si la hay). A continuación, según la fórmula, pesar el material virgen de la capa exterior + el masterbatch de color correspondiente y el material mezclado de la capa interior + el masterbatch de color, respectivamente. Introducirlos en la mezcladora para una mezcla uniforme y transportar la mezcla a las tolvas de las dos extrusoras mediante el alimentador automático.
A continuación, fusión por coextrusión: ajuste los parámetros de temperatura de las dos extrusoras según el tipo de material. Por ejemplo, en el caso del LLDPE, la temperatura en la sección de alimentación es de 160-170 °C, la de compresión de 180-190 °C y la de homogeneización de 190-200 °C. La temperatura de las dos extrusoras debe mantenerse constante para evitar una plastificación desigual causada por la diferencia de temperatura. Al arrancar las extrusoras, el tornillo gira para transportar, comprimir y fundir el material hasta obtener una masa fundida uniforme, que posteriormente se transporta al cabezal de coextrusión a través de la bomba de fusión (la fluctuación del flujo de la bomba de fusión es ≤0,5 % para garantizar una producción estable).
A continuación, se realiza la composición del cabezal de moldeo y el moldeo por soplado: en el cabezal de coextrusión, las masas fundidas de las capas interna y externa se distribuyen en dos flujos anulares concéntricos a través del canal de flujo y se fusionan en el labio del molde para formar una película fundida compuesta de dos capas. La temperatura del cabezal de moldeo se controla a 200-210 °C para asegurar una buena fusión de las dos capas. A continuación, el compresor de aire inyecta aire en la burbuja de la película a través del centro del cabezal de moldeo para soplar la película fundida en un tubo de burbuja cilíndrico (la relación de soplado se controla a 2,5-3,5, lo que afecta la resistencia transversal de la película). Es importante tener en cuenta que la presión del aire debe ser estable para evitar la desviación del espesor de la película causada por la vibración del tubo de burbuja.
Enfriamiento y conformación: El tubo de burbujas de alta temperatura se enfría primero mediante el anillo de aire externo. La cortina de aire frío uniforme formada por el anillo de aire enfría rápidamente la capa exterior del tubo, lo que provoca su solidificación inicial. Si las condiciones lo permiten, se puede activar el sistema de enfriamiento interno (IBC) para inyectar aire frío en el tubo de burbujas, lo que mejora la eficiencia de enfriamiento entre un 30 % y un 50 % y reduce la desviación del espesor de la película. La altura de la línea de congelación debe mantenerse estable: una altura demasiado alta provocará una mala uniformidad superficial de la película, mientras que una altura demasiado baja reducirá su tenacidad.
Finalmente, se realiza el estiramiento y bobinado por tracción: el tubo de burbujas, enfriado y conformado, se aplana mediante el rodillo de tracción y se estira longitudinalmente bajo su acción (la velocidad de tracción se ajusta a la velocidad de extrusión para garantizar que el espesor de la película cumpla con los requisitos; el espesor de la película para bolsas de mensajería suele ser de 10 a 100 μm). Finalmente, la bobinadora enrolla la película aplanada en un rollo bajo tensión constante. Durante el proceso de bobinado, es necesario revisar regularmente la superficie de la película para detectar irregularidades de color, separación de capas o burbujas. El rollo de película terminado se corta al ancho requerido según el tamaño de la bolsa de mensajería para el proceso de fabricación de la bolsa.

Bolsas de FedEx
Control de procesos clave e inspección de calidad
En la producción de películas bicolor, los problemas más comunes son la mezcla de colores en las capas interna y externa, la uniformidad del color y la mala adhesión de las capas. Para evitar la mezcla de colores en la interfaz entre capas, asegúrese de que el cabezal de coextrusión esté limpio (limpie a fondo el canal de flujo del cabezal antes de la producción para evitar que el material residual provoque la mezcla de colores) y controle la diferencia de viscosidad de la masa fundida (la diferencia del índice de fusión entre los materiales de la capa interna y externa no debe superar el 10 %; ajuste la temperatura si la diferencia es demasiado grande para igualar las viscosidades). Para garantizar un color uniforme, estabilice la proporción de mezcla (utilice un sistema automático de dosificación de masterbatch de color para evitar errores de pesaje manual) y controle la temperatura de extrusión de forma estable (la fluctuación de temperatura en cada sección de la extrusora no debe superar los ±5 ℃; una fluctuación excesiva provocará la descomposición del masterbatch de color o una dispersión desigual). Para mejorar la adhesión de las capas, asegúrese de que la temperatura del cabezal de coextrusión sea adecuada (una temperatura demasiado baja provoca una fusión deficiente y una temperatura demasiado alta degrada el material) y evite la adición excesiva de materiales reciclados en la capa interna (la proporción de adición no debe superar el 50 %).
Indicadores clave de calidad: diferencia de color (colores internos y externos consistentes con la muestra, sin manchas de color, vetas o mezclas, verificado mediante inspección visual con luz natural); uniformidad de espesor (desviación de espesor ≤±2%, medida con un medidor de espesor en 5 puntos del ancho de la película); adhesión de capa (sin separación de capas cuando se estira al 100%, probado mediante estiramiento manual); propiedades mecánicas (resistencia a la tracción ≥15 MPa, resistencia al desgarro ≥80 kN/m, probada según la norma GB/T 1040.3-2006).
Problemas comunes y soluciones: 1. Mezcla de colores en las capas internas y externas: las causas incluyen material residual en el canal de flujo del cabezal de la matriz y una diferencia excesiva en la viscosidad de la masa fundida; las soluciones son detener y limpiar el cabezal de la matriz y ajustar la temperatura para que coincida con la viscosidad de la masa fundida. 2. Color desigual en la superficie de la película: las causas son la mezcla desigual del masterbatch de color y la temperatura de extrusión fluctuante; las soluciones son extender el tiempo de mezcla o usar un sistema de dosificación automático, verificar el sistema de control de temperatura de la extrusora. 3. Separación de capas de la película: las causas son una temperatura demasiado baja del cabezal de la matriz y la adición excesiva de materiales reciclados; las soluciones son aumentar la temperatura del cabezal de la matriz adecuadamente y reducir la proporción de adición de materiales reciclados. 4. Burbujas en la superficie de la película: las causas son la humedad y las impurezas en las materias primas; las soluciones son presecar los materiales y fortalecer el proceso de eliminación de impurezas.
Conclusión
La producción de películas bicolor para bolsas de mensajería con diferentes capas internas y externas no es compleja en principio, pero requiere un control preciso de equipos, fórmulas y procesos. La clave reside en la tecnología de coextrusión de dos capas para lograr la separación de color interna y externa en un solo paso. Para los fabricantes, la elección de la máquina de coextrusión de película soplada adecuada, la formulación de una fórmula de materia prima adecuada (especialmente la combinación de masterbatch de color) y el control estricto de la temperatura, la presión y la velocidad en cada etapa de producción son clave para garantizar una calidad estable del producto. Con el continuo desarrollo de la industria logística, la demanda de películas personalizadas y funcionales para bolsas de mensajería seguirá creciendo. El dominio de esta tecnología de producción ayudará a las empresas a ganar competitividad en el mercado.
Si necesita soluciones técnicas personalizadas o sugerencias para la selección de equipos para la producción de películas bicolor para bolsas de mensajería, puede contactar con Zhuxin Machinery por correo electrónico a [email protected] o por WhatsApp al +86-13706630761. El equipo de Zhuxin , con años de experiencia en el sector, le brindará asistencia profesional.

ABC CO-EX

AB CO-EX
RQL-600/1000



